超高速激光熔覆技术是一种通过同步送粉与高能束流结合,实现基体表面高性能涂层快速制备的创新工艺,具有熔覆速率高、稀释率低、结合强度高、材料适应性广等显著优势,在工业制造中展现出独特的应用价值。
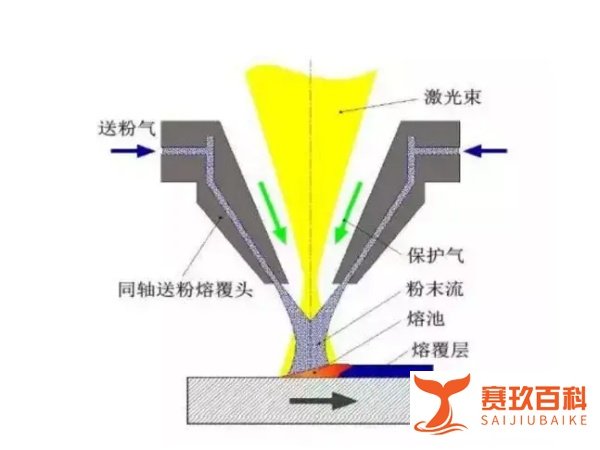
同步送粉与快速熔凝该技术通过同步送粉装置将金属粉末直接送入高能激光束中,使粉末与高速运动的基体表面同时熔化,并快速凝固形成冶金结合的涂层。这一过程避免了传统预置式熔覆的多次加热,显著提高了熔覆效率。
极低稀释率与高性能涂层熔覆层与基体的稀释率极低(通常<5%),涂层成分可控性强,可精准设计耐热、耐磨、耐腐蚀或具备光、电、磁特性的功能涂层,同时保留基体材料的原有性能。
高熔覆速率与经济性熔覆速率可达传统技术的5-10倍(最高达2000cm2/h),显著缩短加工时间,降低能耗。通过节约贵重金属材料(如镍基、钴基合金),综合成本降低30%-50%,尤其适合大批量工业应用。
与普通激光熔覆的区别
效率提升:超高速技术通过优化光粉耦合和扫描路径,熔覆效率提升5倍以上。
热影响区缩小:基体热输入量降低60%,减少变形和裂纹风险,适用于薄壁件或精密零件。
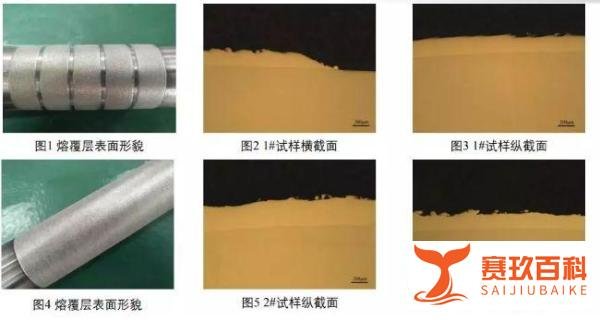
表面质量优化:涂层粗糙度降低至Ra<3.2μm,减少后续加工需求。
与其他表面处理技术的对比
堆焊/喷涂:超高速激光熔覆结合强度更高(>400MPa),热影响区更小,且可制备梯度功能材料。
电镀/气相沉积:涂层厚度可达毫米级,且无环境污染问题,适合复杂几何形状零件。
等离子喷焊:稀释率更低(<5% vs. 10%-15%),材料利用率提高至90%以上。

工业零件表面改性
航空领域:在涡轮叶片表面熔覆钴基合金,提升高温耐磨性,延长使用寿命3倍以上。
汽车制造:为发动机曲轴、齿轮等关键部件制备耐磨涂层,减少摩擦损失,提高燃油效率。
能源行业:在核电阀门、风电齿轮箱等部件表面熔覆耐腐蚀合金,适应极端工况。
高端装备修复与再制造
模具修复:对注塑模具、压铸模具表面进行激光熔覆,修复成本仅为更换的1/5,且强度恢复至原水平的90%以上。
大型转子修复:在电力设备转子表面熔覆抗疲劳涂层,修复周期缩短70%,解决传统焊接易开裂的问题。
快速原型制造与3D打印
结合LENS(激光近净成形)技术,直接制造金属零件,适用于单件小批量生产或复杂结构件(如航空支架、医疗植入物)的快速成型。
当前挑战
设备成本高:高功率激光器(如10kW以上)和精密送粉系统的初期投资较大,限制中小企业应用。
工艺稳定性:粉末流速、激光功率等参数波动可能导致涂层厚度不均,需进一步优化闭环控制系统。
发展趋势
多材料复合熔覆:开发金属-陶瓷、金属-高分子复合涂层,满足更高性能需求。
智能化控制:结合AI算法实时调整工艺参数,实现全流程自动化与质量追溯。
绿色制造:推广低能耗、低排放的激光熔覆工艺,符合碳中和目标。
超高速激光熔覆技术通过创新的光粉耦合机制与工艺优化,在表面改性、修复再制造和快速成型领域展现出传统技术无法比拟的优势。随着设备成本降低和工艺稳定性提升,其应用范围将进一步扩展至航空航天、新能源汽车、高端装备等战略性产业,成为推动制造业转型升级的关键技术之一。